
Первое изделие отлито, документы о приемке подписаны, значит, можно рассказывать, что мы с удовольствием и делаем: в Новоалтайске запущены в эксплуатацию две кассетные установки для производства стеновых панелей. Проект длиной более полугода близится к своему завершению. Каковы же главные особенности оборудования и проекта?
Начнем с расположения. Фундамент цеха имеет обнижение, поэтому установки заглублены ниже 0-й отметки пола, чтобы их крайние по высоте части для удобства эксплуатации возвышались над полом не более чем на 0,5 м.
Начнем с расположения. Фундамент цеха имеет обнижение, поэтому установки заглублены ниже 0-й отметки пола, чтобы их крайние по высоте части для удобства эксплуатации возвышались над полом не более чем на 0,5 м.

КУ предназначены для изготовления стеновых панелей максимальных габаритных размеров 7800х3280 мм и толщиной 160 мм с возможностью переналадки длины на меньшую, а также изменения высоты на 2710 и 2880 мм. 20 кассето-мест (40 в двух КУ), а именно в них бурлит жизнь, разделены на стороны А и Б центральной секцией. Она является главной опорой, предназначенной для формирования поверхности изделий, впрочем, как и подвижные крайние секции, перемещающиеся посредством мотор-редукторов. Внутри щитов находятся вибраторы (защищены от загрязнения), обеспечивающие равномерное распределение бетонной смеси. Управление ими осуществляется с выносного шкафа на площадке обслуживания. Также под формующей поверхностью, выполненной из единого листа высокой плоскостности, находится тепловой регистр, но подробнее о нем чуть ниже, а сейчас один из важных акцентов: все щиты выполнены с усиленным каркасом рубашек, что при соблюдении условий эксплуатации обеспечивает их долговечность.
Теперь и о системе нагрева. В качестве теплоносителя выбран пар – самый сложный из всех вариантов ввиду своей непредсказуемости. Но у заказчика он в доступе, поэтому, отвечая на его пожелания, система ТВО была выполнена для заполнения всех секций насыщенным паром, с чем специалисты завода справились на все 100%. Также в щитах тепловых расположены датчики температуры, показания которых можно записывать, сохранять на USB-носитель и затем передавать.
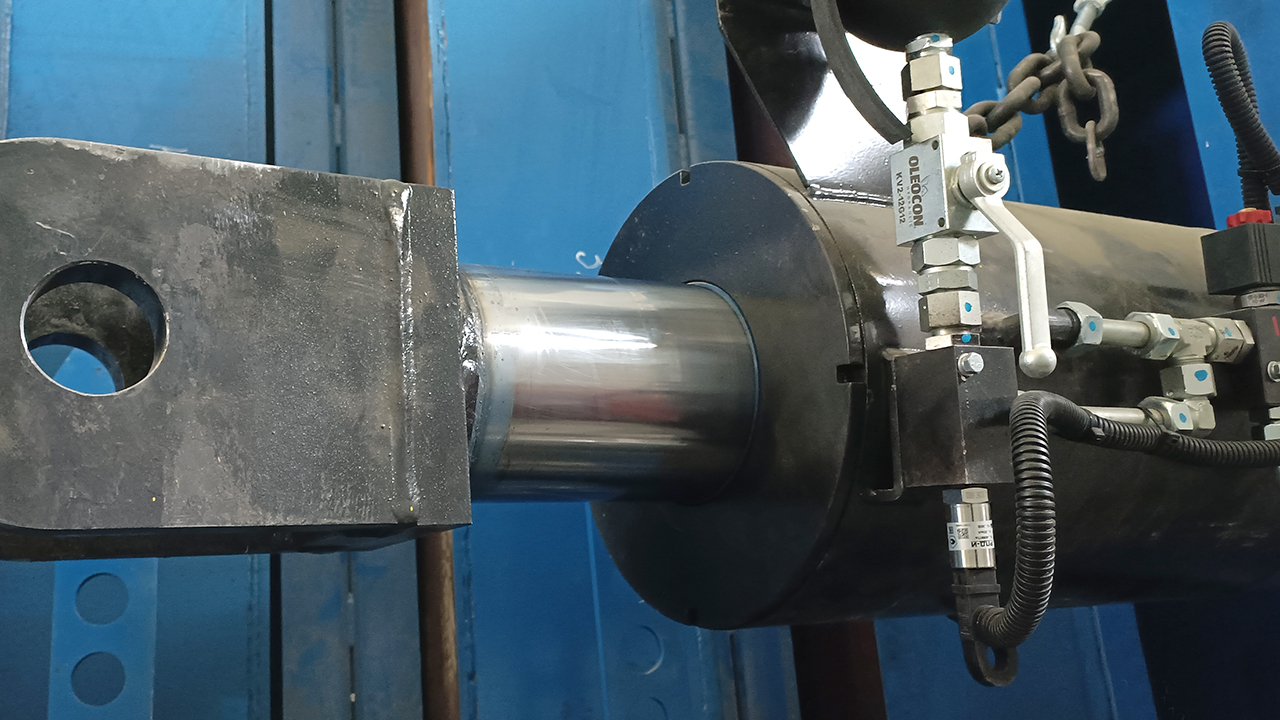
Движения по стягиванию и распалубке щитов осуществляют гидроцилиндры и установленные на них гидрозамки. Именно гидрозамки в процессе включения режима ТВО фиксируют щиты в стянутом положении. Силиконовый уплотнитель на бортах, примыкающих к формующей поверхности, предотвращает протечку бетонного молочка. Управление всеми системами выполняется со щита управления на центральной секции, управление вибраторами продублировано на отдельный выносной пульт. Сенсорная панель имеет простой и дружелюбный интерфейс.

Первая формовка состоялась, а это значит, что со своими задачами «М-Конструктор» справился в полном объеме и речь не только о производстве КУ: реализованы все этапы, начиная от момента размещения заказа до выпуска первого бетонного изделия. В итоге проделанной заводом работы, заказчик получил современное, практичное и удобное в работе оборудование, позволяющее за один производственный цикл перерабатывать до 160 мᶾ бетона и полностью отвечающее требованиям рынка.
Запросы на info@m-konstruktor.ru, звонки на 8 (81153) 6-10-05.















